
Rozproszenie w galwanotechnice
W tej części omawiamy bardzo ważny aspekt – rozkład gęstości prądu i tzw. zdolność krycia (throwing power). Kształt anody powinien być dopasowany do geometrii powlekanego detalu. Samo zwiększenie prądu spowoduje, że miejsca bliższe anodzie staną się ciemne i matowe, ponieważ lokalna gęstość prądu będzie zbyt wysoka.
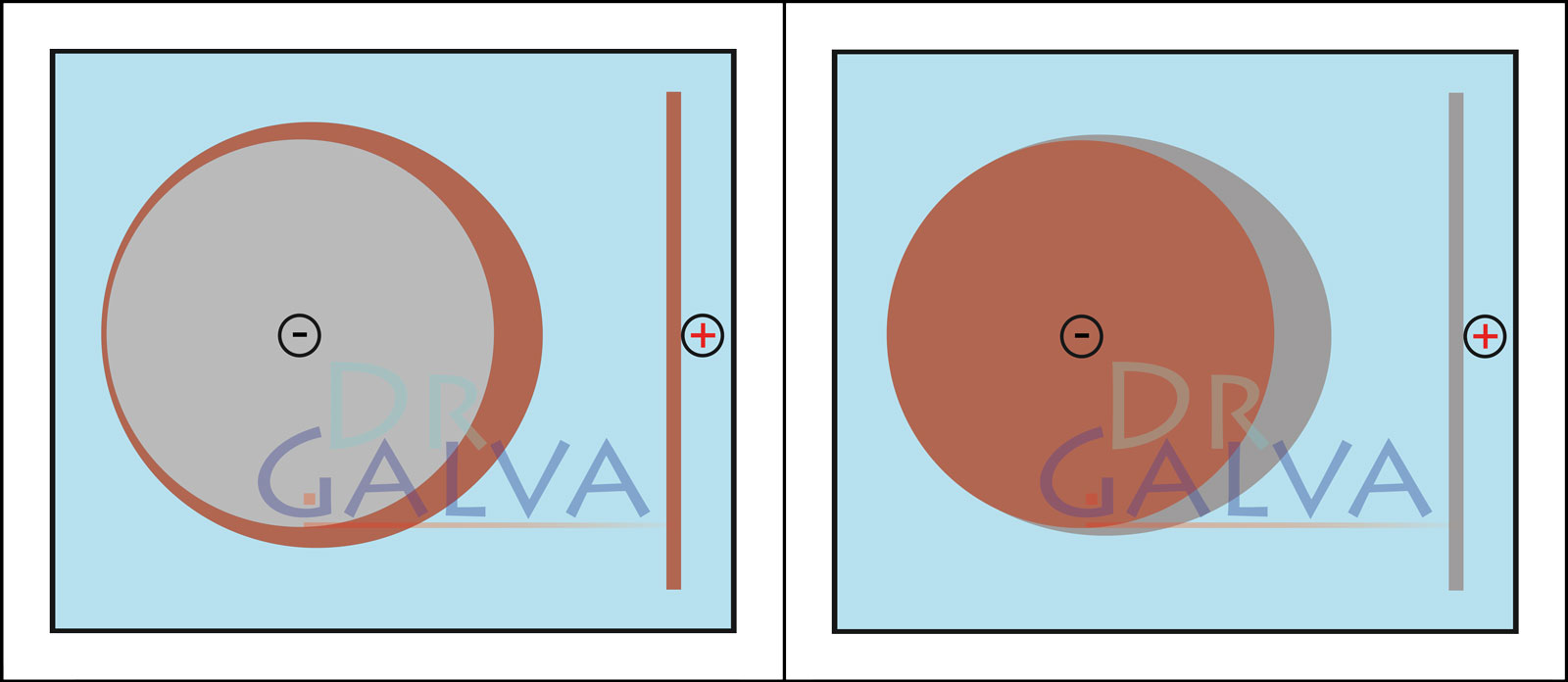
| Dobra zdolność krycia (np. miedź kwaśna) przy zastosowaniu anody płaskiej. Im mniejsza odległość, tym większy przepływ prądu w tych miejscach i więcej metalu się tam osadza. Dzięki dobrej zdolności krycia również po stronie tylnej powstaje cienka warstwa. | Słaba zdolność krycia (np. cynk słabo kwaśny). Metal osadza się tylko po stronie zwróconej ku anodzie. Po stronie tylnej praktycznie nie płynie prąd, więc nie następuje osadzanie, ewentualnie jedynie minimalne. |
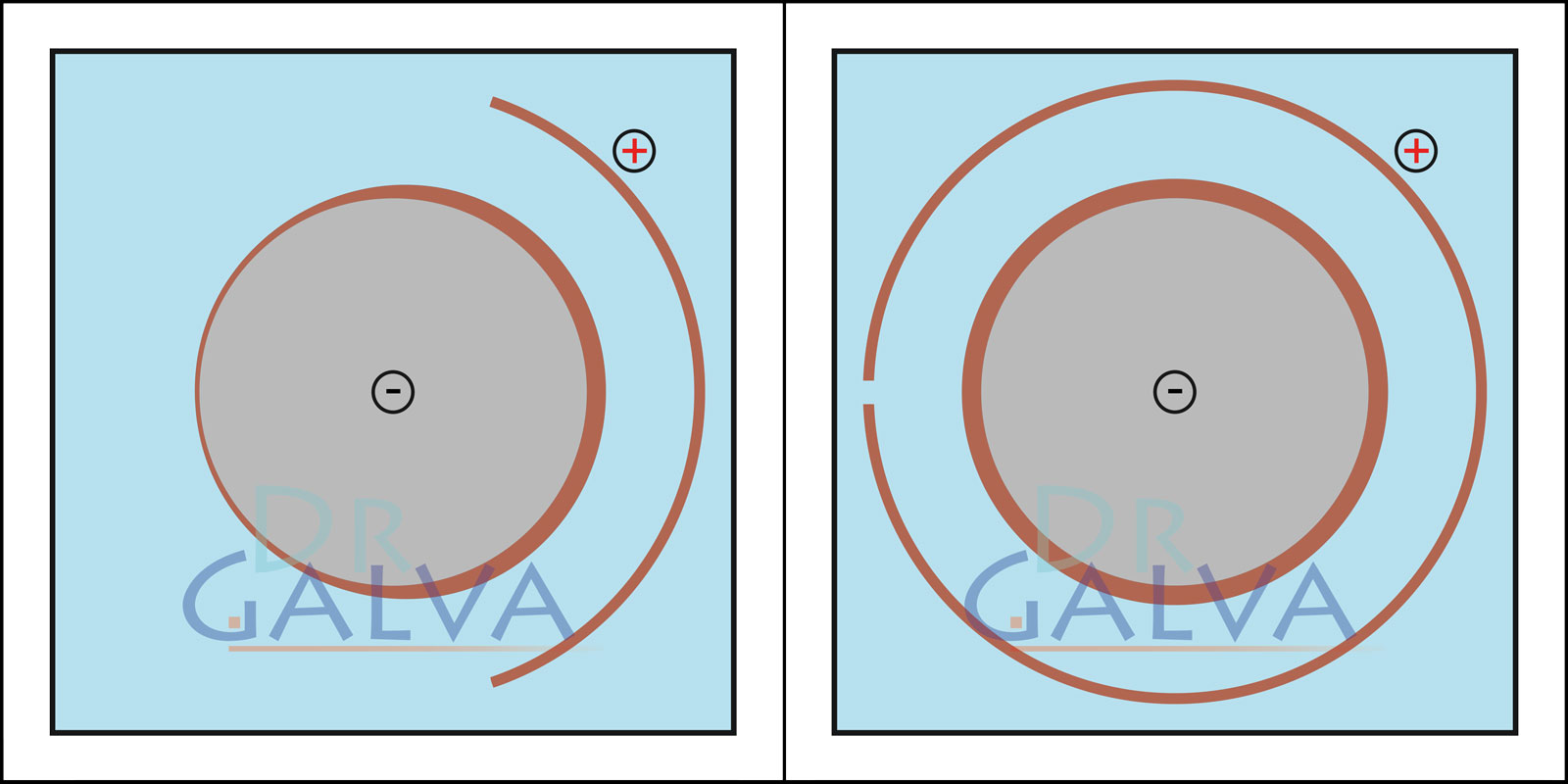
| Przy anodzie dopasowanej do kształtu detalu metal osadza się znacznie równomierniej. Po stronie odwróconej od anody warstwa jest cieńsza, jednak całościowo rozkład grubości jest wyraźnie bardziej równy niż przy anodzie płaskiej. | W kąpieli galwanicznej zastosowano anodę pierścieniową oraz detal. Dzięki temu odstęp anody od detalu jest jednakowy dookoła. Aby uzyskać równomierne osadzanie, nie ma potrzeby obracania detalu. |
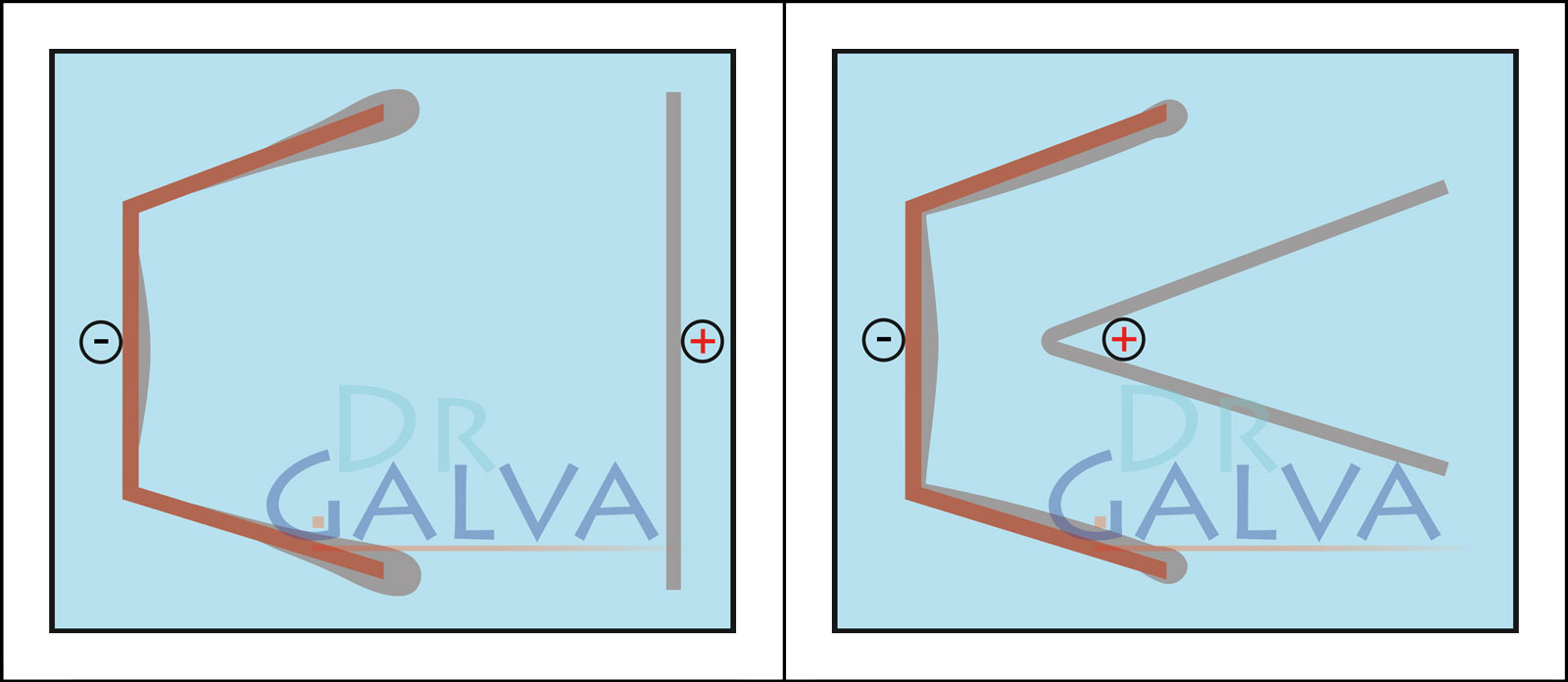
| To najtrudniejszy przypadek – metal osadza się prawie wyłącznie w obszarze zwróconym ku anodzie. | Z anodą dopasowaną do kształtu możliwe jest dobre osadzanie wewnątrz, a nawet pokrycie naroży. Jest to jednak rozwiązanie bardziej pracochłonne. |